




|
|
产品型号:CA-63 出品单位:东莞市诚合电子科技有限公司 主要成份:sn63/pb37 |
 |
 有铅锡膏CA-63
有铅锡膏CA-63
CA-63係採用特殊的助焊液與氧化物含量極少的球形錫粉煉製而成。具卓越的連續印刷解像性;此外,本製品所含有之助焊膏,採用具有高信賴的低離子性鹵素之活化劑系統,使其在迴焊之後的殘渣,即使免洗也能擁有極高的可靠性。
1. 产品特性
1.) 連續印刷時,其黏度極少經時變化,可獲得非常穩定印刷性。
2.) 對0.4 mm及以上間距的電路,可完成精美的印刷。
3.) 擁有極佳焊接性,可在不同部位表現出適當的沾濕性。
4.) 可適用於一般大氣下與氮氣之迴焊爐。
5.) 於極高之尖峰溫度下,亦能獲得良好的焊接性。
2. 成分與特性
CA-63的各種特性,如表-1及表-2:
表-1
|
項 目 |
特 性 |
|
合金成份 |
錫63/鉛37 |
|
融 點 |
183℃ |
|
錫粉顆粒度 |
20 ~ 38μm |
|
錫粉的形狀 |
球狀 |
|
助焊剂含量 |
10.0 + 0.5 wt % |
|
鹵 素 含 量 |
无 |
|
黏 度 |
800 ± 200 Kcps (Brookfield DVTD Viscometer at 25 ℃,5rpm) |
表-2
|
項 目 |
特性 |
|
電遷移試驗 |
1.02 ×105Ω‧㎝ 以上 |
|
絕緣電阻試驗 |
1 ×1012Ω 以上 |
|
流移性試驗 |
低於0.2㎜ |
|
熔融性試驗 |
幾無錫球發生 |
|
擴散率試驗 |
90%以上 |
|
銅鏡腐蝕試驗 |
無腐蝕情形 |
|
殘渣黏性試驗 |
合格 |
3. 品質保証期間
品質保証期限為製造後180天,但必須密封保存於10℃及75%RH以下。
4. 使用時應注意事項
(1)錫膏的攪拌
1-1手工攪拌時
從冰箱中取出的錫膏必先使之回昇至室溫(在25℃中擱置,約需4小時)後,始可開封並用 刮鏟等攪拌均勻。若在未回昇至室溫前開封,錫膏難免吸濕,以致造成錫球發生的原因。
1-2 使用自動攪拌裝置時
有時為使從冰箱中取出的錫膏在短時間內回昇至室溫, 亦可使用自動攪拌裝置。(攪拌機)
(2) 印刷條件
CA-63錫膏為非親水性,對濕度並不敏感,可以在較高濕度(最高80%相對濕度)及室溫下工作。印刷條件可在如表-3所示的範圍內設定之。
表—3
|
項 目 |
設 定 範 圍 |
|
金屬網版 |
Additive製 (電鍍添加法或化學拋光) |
|
刮 刀 |
金屬刮刀、聚胺甲酸酯刮刀 (硬度80~90度Durometer) |
|
刮刀角度 |
50∘~ 70∘ |
|
刮刀速度 |
20~60 mm / 秒 |
|
印 壓 |
1.0~2.0 kg / cm2 (10~20N),100~200 kPa |
|
溫 濕 度 |
溫度20~25℃,相對濕度<75%RH |
(3) 元件的粘裝時間
元件的粘裝應在錫膏印刷後6 至10小時以內進行之。印刷後如果擱置太久,錫膏表面將發乾而造成元件粘裝不順的原因。
(4) 迴流焊條件
下圖表示迴流焊的溫度曲線,以茲參考。該溫度曲線可以有效減低錫膏的垂流性以及錫球的發生。
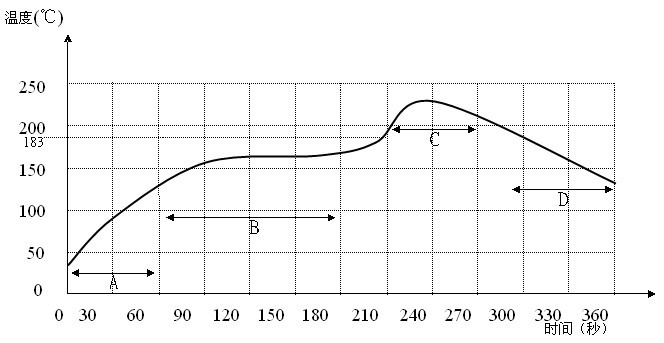 A. 預熱區
A. 預熱區
要求:升溫速率爲1.0-3.0℃/秒。
B. 浸濡區
要求: 溫度:130-170℃
時間:60-120秒
升溫速度:﹤2℃/秒
C. 回焊區
要求: 最高溫度:210-240℃
時間:183℃(熔點以上)50-90秒(Important)
高於200℃時間爲20-70秒。
D. 冷卻區
要求: 降溫速率﹤4℃
※ 迴焊溫度曲線乃因晶片元件及基板等的狀態,和迴焊爐的型式而異,事前不妨多做測試,以確保最適當的曲線。
5. 安全衛生上應注意事項.
本製品不含受管制之特定化學物質。
也不含有機溶劑中毒預防規則中所規制的有機溶劑,但仍應注意避免熔融錫膏所散發氣體的吸入,以及錫膏沾染皮膚。若有錫膏沾染皮膚,應立即用含有乙醇的綿花擦拭,再用肥皂與水沖洗。
錫膏乃含有鉛分,其操作應依據勞動安全衛生法及鉛中毒預防規則進行之。


