




|
|
产品型号:CA-305 出品单位:东莞市诚合电子科技有限公司 主要成份: |
 |

无铅焊锡膏CA-305
CA-305无铅免洗焊锡膏产品乃使用特殊助焊剂及氧化物含量极少的球形锡银铜合金粉研制而成,具有卓越的连续印刷解像性;本制品所采用的助焊剂具有高信赖的活化性,在回流焊接后无需清洗,拥有极高的可靠性;制品所用的助焊剂符合IPC-SF-818中所规定的LNSI/J-STD-004中的ROLO型。
1、产品特性:
*非有机挥发性配方,连续印刷保持良好的黏度稳定性;
*绝佳的润湿度和落锡性,可印刷0.40mm微细间距之电路板;
*焊接性极佳,尤对芯片组件等发挥令人满意的粘锡性;
*具有极高的保存稳定性,可适用于的一般回流炉及氮气回流炉;
2、成份与特性:
CA-305的各种特性,如表-1及表-2:
表 - 1
|
项 目 |
特 性 |
|
合金成份 |
Sn96.5/Ag3.0/Cu0.5 |
|
融 点 |
217~219℃ |
|
锡粉颗粒度 |
20~45um |
|
金属含量 |
89.5±0.5wt% |
|
助焊剂含量 |
9.8±0.5 wt% |
|
氯含量wt% |
检测无验出 |
|
PH值 |
4.8 |
|
锡粉的形状 |
球状 |
|
黏 度 |
800±200Kcps(Brookfielddvtd Viscometer at25℃,5rpm) |
表 - 2
|
项 目 |
特 性 |
|
焊锡扩散率 |
89%以上 |
|
铜板腐蚀性 |
Pass |
|
熔融性测试 |
几无锡球发生 |
|
绝缘阻抗 |
1欧姆以上 |
|
流移性 |
低于0.2mm |
|
电迁移试验 |
1.02 X 105Ω.m 以上 |
3、产品包装:
PE制宽品型密封容器,500g/瓶。
4、品质保证期:
品质保证期限为制造后180天,但必须密封保管于0℃~10℃的环境。
表 - 3
|
项 目 |
设 定 范 围 |
|
金属钢版 |
Additive制(电镀添加法或化学抛光) |
|
刮 刀 |
金属刮刀,聚胺甲酸脂刮刀,硬度80~90度Durometer |
|
刮刀角度 |
50~70度 |
|
刮刀速度 |
20~60mm/秒 |
|
印刷压力 |
1.0~2.0kg/ cm2100~200kPa |
5、推荐温度曲线 Profile:
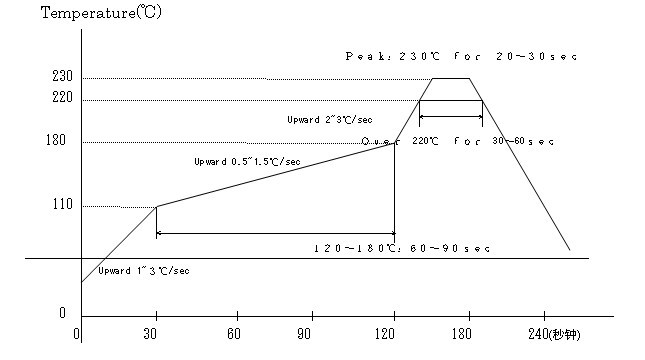
(1):预热区 设定1.0~3℃/秒升温速率,如果在预热区的升温速度过快,容易使锡膏锡流移性及成份恶化,容易爆锡而产生锡珠。
(2):浸泡区 120~180℃的预热时间保持60~90秒最为适宜,具体温度设定因应基板尺寸与回流炉的性能而定。
(3):回焊区 峰值温度设定在230~240℃,溶锡时间在220℃以上时间需保持在30~60秒,230℃以上时间调整为10~30秒为宜。
(4):冷却区 冷却区曲线依制品而定,一般降温速率以<4℃/秒为宜,若过快焊点表面易产生裂痕及造成元器件的破损,相反过慢则焊点表面光泽度及光滑度变差。
注意: 以上条件供使用者参考,但因元件基板及回焊炉等条件各不相同,请务必在事前多做实验。
6、使用时应注意事项:
(1)锡膏的搅拌
使用前务必使之回温至室温(25℃,约2~4小时),并搅拌均匀后方可使用(推存:机器搅拌,时间为3~5分钟,不同品牌所需时间略有不同;也可手工搅拌,时间10~15分钟为宜.)。
(2)印刷条件:
锡膏虽非亲水性,对温度然有敏感,作业环境温度应尽量控制在25±3℃,相对湿度应控制在60RH%内。
(3)元件的粘装时间:
元件的粘装应在锡膏印刷后6~10小时以内进行贴装.如搁置太久,
锡膏表面将发干而造成元件粘装不顺.
(4)安全防范与卫生:
*本制品不含有管制的任何特定化学物质.
*不含有机溶剂中毒预防中所规定的有机溶剂,但仍应注意避免溶融锡膏所散发气体的吸入以及锡膏粘染皮肤。
*若有锡膏粘染皮肤,应立即用酒精擦拭并用肥皂水冲洗干净


